邯郸聚乙烯钢带增强螺旋波纹管厂
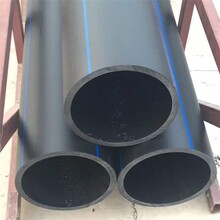
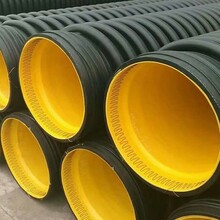
聚乙烯钢带增强螺旋波纹管:U型钢带复合PE材料。采用螺旋缠绕成型技术进行生产,通过机器将钢带覆膜后,经过机器挤压成U型,将聚乙烯熔融每一圈连接在一起,后一个缠绕成钢带增强聚乙烯螺旋波纹管.
是通过机器直接挤压成型,生产工艺比较简单。生产口径(单位:mm)钢带管:DN300、DN400、DN300、DN400、DN500、DN600、、DN700、DN800、DN900、DN1000、DN1100、DN1200、DN1300、DN1400、DN1500、DN1600、DN1800、DN2000、DN2200、DN2400、DN2600、DN3000,钢带管大可生产3米口径。
聚乙烯钢带增强螺旋波纹管材环刚度的选择是塑料管道设计的一项重要指标,因此应从管道埋深、地面荷载、沟槽回填土的性质和压实系数以及施工荷载等综合考虑确定。盲目采用高环刚度不经济。对车行道下埋深小于1.0m的管道,还应考虑管道变形对路面的影响。管材内表面应平整,外部波形应规整;管材内外壁应无气泡和可见杂质,熔缝无脱开。管材在切割后的断面应修整,刺。管材两端钢带切口处应在管材的同一纵向线。

聚乙烯钢带增强螺旋波纹互相扩散,关闭电源,待充分冷却固化后形成可靠连接。电热熔带连接时,严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应。电热熔带焊接施工的要点:电热熔带连接时,严格按照电热熔带要求,的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应,检查管道和电热熔带是否有损伤对齐管道和清除杂物。通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。

聚乙烯钢带增强螺旋波纹用洁净的布将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有帮助的溶剂擦拭。用电热熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面在用耐热带紧固。将焊机的输出线端与电热熔带的连接线头相连接。焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在期间,可以进行下一个焊接。

聚乙烯钢带增强螺旋波纹先对地基进行加固处理,在达到规定的地基承载能力后,在铺设中粗砂基础层。本工程由于开挖后基础全部是砂砾,可根据现场情况把水抽至30mm后回填中粗砂,人工整平后铺设管道。管道焊接目前,已在工程中广泛应用的连接方法主要有:热熔挤出焊接、电热熔带焊接点热熔带连接,电热熔带焊接结构,电热熔带焊接方法是利用镶嵌在连接处接触面的电热原件通电后产生的高温连接方法,是刚性连接。它是采用一条内壁镶嵌有电阻丝的聚乙烯电容带、紧贴在两边连接端的外表面,再用耐热带紧固;同时在借口处管端内壁用可拆卸的工具支撑牢固后,在用点热熔焊机给电阻丝供电,电阻丝发热熔融膨胀形成压力。
聚乙烯钢带增强螺旋波纹管打开成型机与弯曲机,将涂塑好的钢带推入成型辊调节好定位柱使钢带在成型辊中间,将钢带引入弯曲机,调节好钢带的大小。将合适的圈引入送进杆调配好圈的数量至缠绕辊上停止弯曲与成型机。打开缠绕机、送管机、吸料机托架让其运转,低速启动内外壁主机,打开料斗截料板,等内外壁料排出来后电流不高,可连续提高螺杆速度排料,在排料过程中注意清理机头口模。