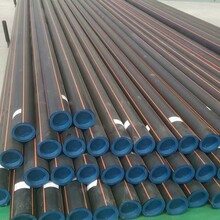
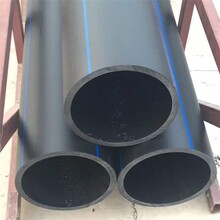
公称压力 PN≤0.4MPa。公称直径 PEФ20×DN25—PEФ450×DN426。适用温度 -20℃—40℃。施工安装技术要求:钢塑转换接头施工安装时,宜行钢管端的连接,在钢管端焊接过程中,应采用降温措施。对钢管表面进行冷却或采用间歇式焊接的方法进行施工。避免热流的传递造成转换接头的损坏。PE塑管端采用热熔对接或电熔连接时,塑管两端须擦洗干净,不得有油污杂质。连接应按《CJJ63—2005》标准要求执行。

安装时电熔管件内壁及管材熔接区严禁有有机物及其他物质污染。焊接管件时远离焊接管件,直至完成焊接冷却30S后方可靠近。根据现场环境的温度及工作电压变化。在焊接时可适当补偿焊接时间。根据电熔焊机的要求输入匹配的电源,在电源距离电熔焊机越远,则要求电源线线径越大,以免出现欠压影响焊接质量。

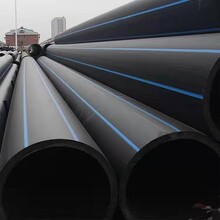
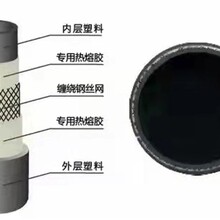
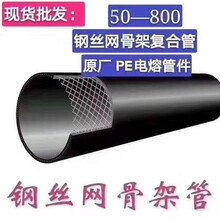
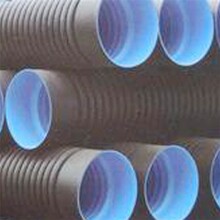
连接方式:dn≤63时,采用热熔承插连接或电熔连接; dn≥75时,宜采用热熔对接或电熔连接;与金属管及管路附件的连接,可采用法兰连接或过渡管件连接等方法。电熔管件是指可以通过电流所产生的温度而熔化达到连接的一种塑料(聚乙烯)管材配件。安装及使用步骤:垂直切割管材,把承插到电熔管件的管材位置用刮刀除去表面氧化层。按照电熔管件的承插深度用记号笔在管材表面做好标识线。将管材插入电熔管件直至标识线的深度,安装后管材的轴心线与电熔管件重合。将管材与管件通过夹具进行固定,防止焊接过程中发生错位及松动。

本实用新型是一种连接管网系统的有效便捷的新结构,安装快速、方便。本实用新型的管接头与现有同类管接头相比,具有大幅度降低成本、体积小、管网连接灵活、系统美观、扩大应用范围等优点,大幅度提升了市场应用。