关键词 |
Q235镀锌管,天津镀锌管,环保镀锌管,利达镀锌管 |
面向地区 |
全国 |
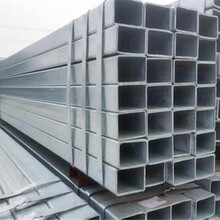
生产加工销售:镀锌管、镀锌钢管、热镀锌管、热镀锌钢管等各种镀锌钢材产品。公司自创办以来,靠诚信打造品牌,以“科技为源、客户为本、合作为先、双赢为主”作为经营理念,严格企业管理,强化产品质量,优良的设备为客户生产的产品,的团队为客户做好的服务。 公司生产经营的镀锌钢管:直径6-1200毫米、壁厚0.5-16毫米、(直径4分-16寸、壁厚0.5-150mm)长度可以做到12.8m,本厂也可为客户定做各种规格及特殊材质的镀锌管;焊管规格:20-1520*2-60mm;螺旋管规格:直径159-2420mm壁厚3.5-25mm之间各种钢级螺旋管产品。
镀锌钢管连栋大棚,以及GLP622,GLP725,GLP832连栋蔬菜温室。配件产品主要有:棚管(拱管)、棚管接头、玻璃温室钢丝夹(压顶簧)、纵拉管(大小头、有眼)、钢架大棚斜拉撑、U型卡、棚卡槽、卡簧(包塑)、卡槽双接头(连接片)、各种连体大棚管槽固定器、固定夹圈(夹箍)、棚门组合、门铰组合(搭口)、棚管直管(门头管)、塑料夹(压膜卡)、管管卡等。 我公司生产的大棚管使用寿命可达20年,在抗风,雪载和节能方面具有自己的到之处,为后续的使用降低了成本,减少了隐患。本公司有立生产各种温室设备和配件的能力,能为客户设计建造安装方便、使用寿命长、美观大方的温室以及规划设计出、美观、经济、的现代化农业园区。
镀锌管注意事项:
、焊接前焊缝处打磨 把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。
第二、焊接手法介绍:在焊多层焊的层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位置继续向前施焊。
第三、再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量

全国镀锌管热销信息