晋城聚乙烯钢带增强螺旋波纹管生产厂家
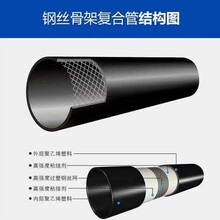
聚乙烯钢带增强螺旋波纹管:U型钢带复合PE材料。采用螺旋缠绕成型技术进行生产,通过机器将钢带覆膜后,经过机器挤压成U型,将聚乙烯熔融每一圈连接在一起,后一个缠绕成钢带增强聚乙烯螺旋波纹管.
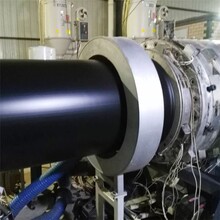
是通过机器直接挤压成型,生产工艺比较简单。生产口径(单位:mm)钢带管:DN300、DN400、DN300、DN400、DN500、DN600、、DN700、DN800、DN900、DN1000、DN1100、DN1200、DN1300、DN1400、DN1500、DN1600、DN1800、DN2000、DN2200、DN2400、DN2600、DN3000,钢带管大可生产3米口径。
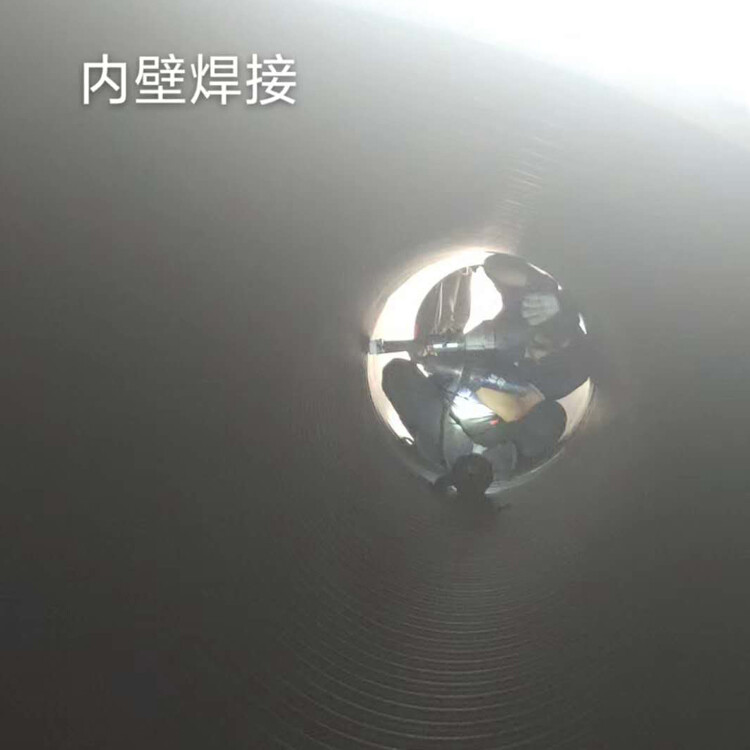
聚乙烯钢带增强螺旋波纹互相扩散,关闭电源,待充分冷却固化后形成可靠连接。电热熔带连接时,严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应。电热熔带焊接施工的要点:电热熔带连接时,严格按照电热熔带要求,的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应,检查管道和电热熔带是否有损伤对齐管道和清除杂物。通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。
聚乙烯钢带增强螺旋波纹材的端面应平整,与管中心轴线垂直,轴向不得有明显弯曲出现。管材内压强度及刚度应满足设计要求。管材在装卸、运输。堆放时,应小心轻抬轻放,禁止抛落拖滚及相互撞击。管材成批运输时,应分层交错排放,用缆绳捆扎成整体,并固定牢固、缆绳固定外及管端宜用软质材料妥加保护。管材如长期堆放,应置于棚库内,如露天堆放,遮盖防止暴晒,并远离火源(热源)存放环境间温度应不超过60℃。

聚乙烯钢带增强螺旋波纹材存放场地应平整,堆放应整齐,并应类型、规格及数量。沟槽同样采用小型挖掘机按雨水管道施工方法开挖。管道应采用土弧基础。对一般土质,应在管底以下原状土地基或经回填夯实的地基上铺设一层厚度为100mm的中粗砂基础层;当地基土质较差时,可采用铺垫厚度不小于200mm的砂砾基础层,也可分二层铺设,下层用粒径为5~32mm的碎石,厚度100~150mm,上层中粗砂,厚度不小于50mm,基础密度应符合本规程的规定。对软土地基,当地基承载力小于设计要求或由于施工降水等原因,地基原状土被扰动面影响地基承载能力时.

聚乙烯钢带增强螺旋波纹管材环刚度的选择是塑料管道设计的一项重要指标,因此应从管道埋深、地面荷载、沟槽回填土的性质和压实系数以及施工荷载等综合考虑确定。盲目采用高环刚度不经济。对车行道下埋深小于1.0m的管道,还应考虑管道变形对路面的影响。管材内表面应平整,外部波形应规整;管材内外壁应无气泡和可见杂质,熔缝无脱开。管材在切割后的断面应修整,刺。管材两端钢带切口处应在管材的同一纵向线。
聚乙烯钢带增强螺旋波纹管送进机的速度一般能够将钢带均匀的往前运送即可。速度不宜过快和过慢,过快会造成钢带波纹管外径一定的影响过慢容易造成管材压波抱死。速度参数按照工艺卡进行微调,送管机快于缠绕速度是管材外表出现压痕,缠绕机快于送管机时内壁会出现压痕。间隙调整,上缠绕轮与上压辊压得太紧,在后面可以看到料和钢带进入辊轮的时候不顺利打折,管材外表出现。反之管材外表与钢带粘接处有气泡和与钢带分离的痕迹。下压辊与缠绕轮压得太紧内壁出现凹痕和层压处出现。反之管材外表不平。