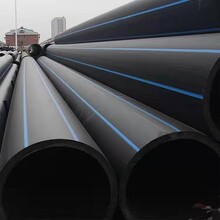
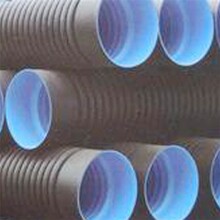
聚乙烯钢带增强螺旋波纹管环刚度有SN8,SN10,SN12.5,SN16;钢带管内部嵌入钢带大大增强了环刚度,可解决一系列重载问题,使其竞争优势更加明显。常见环刚度有SN4和SN8;虽然双壁波纹管环刚度稍弱一点,但的环刚度性能,也使其分得市场一席之地。钢带管的波峰呈螺旋状,而波纹管波峰是平行的。
聚乙烯钢带增强螺旋波纹材存放场地应平整,堆放应整齐,并应类型、规格及数量。沟槽同样采用小型挖掘机按雨水管道施工方法开挖。管道应采用土弧基础。对一般土质,应在管底以下原状土地基或经回填夯实的地基上铺设一层厚度为100mm的中粗砂基础层;当地基土质较差时,可采用铺垫厚度不小于200mm的砂砾基础层,也可分二层铺设,下层用粒径为5~32mm的碎石,厚度100~150mm,上层中粗砂,厚度不小于50mm,基础密度应符合本规程的规定。对软土地基,当地基承载力小于设计要求或由于施工降水等原因,地基原状土被扰动面影响地基承载能力时.
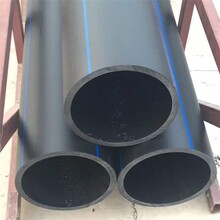
聚乙烯钢带增强螺旋波纹材的端面应平整,与管中心轴线垂直,轴向不得有明显弯曲出现。管材内压强度及刚度应满足设计要求。管材在装卸、运输。堆放时,应小心轻抬轻放,禁止抛落拖滚及相互撞击。管材成批运输时,应分层交错排放,用缆绳捆扎成整体,并固定牢固、缆绳固定外及管端宜用软质材料妥加保护。管材如长期堆放,应置于棚库内,如露天堆放,遮盖防止暴晒,并远离火源(热源)存放环境间温度应不超过60℃。

聚乙烯钢带增强螺旋波纹互相扩散,关闭电源,待充分冷却固化后形成可靠连接。电热熔带连接时,严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应。电热熔带焊接施工的要点:电热熔带连接时,严格按照电热熔带要求,的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应,检查管道和电热熔带是否有损伤对齐管道和清除杂物。通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。

聚乙烯钢带增强螺旋波纹先对地基进行加固处理,在达到规定的地基承载能力后,在铺设中粗砂基础层。本工程由于开挖后基础全部是砂砾,可根据现场情况把水抽至30mm后回填中粗砂,人工整平后铺设管道。管道焊接目前,已在工程中广泛应用的连接方法主要有:热熔挤出焊接、电热熔带焊接点热熔带连接,电热熔带焊接结构,电热熔带焊接方法是利用镶嵌在连接处接触面的电热原件通电后产生的高温连接方法,是刚性连接。它是采用一条内壁镶嵌有电阻丝的聚乙烯电容带、紧贴在两边连接端的外表面,再用耐热带紧固;同时在借口处管端内壁用可拆卸的工具支撑牢固后,在用点热熔焊机给电阻丝供电,电阻丝发热熔融膨胀形成压力。
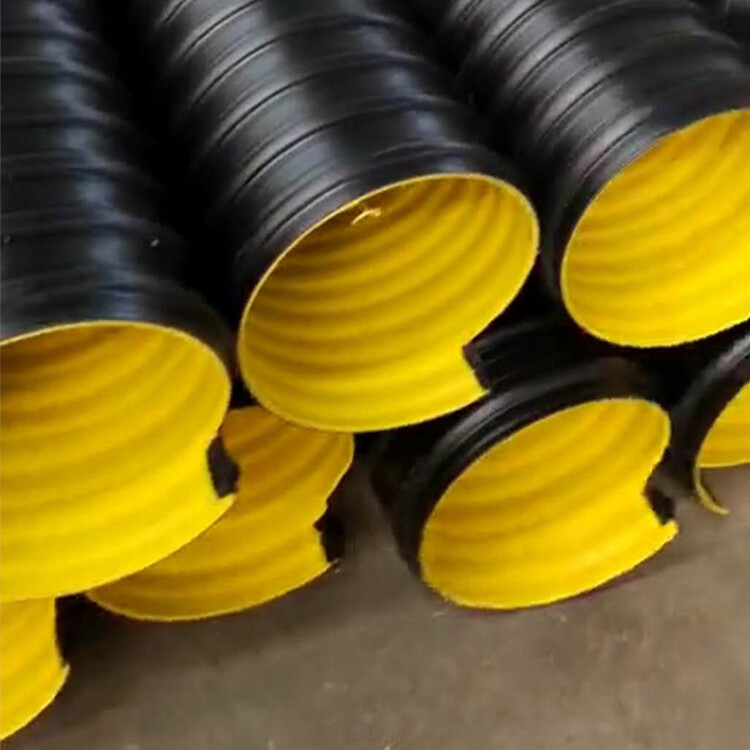
聚乙烯钢带增强螺旋波纹管送管架应当与缠绕机辊筒底部成倾斜状,每部分都紧挨管材。开机之前送管架尽量要比成型后的管材高度要低,因为这样能够防止送管架堵住管材造成废品或者是停机。送管架高度调节的好与不好与成品管材的质量是息息相关的。一般表现为:螺距的变化,波高的变化,严重时可能会造成停机。