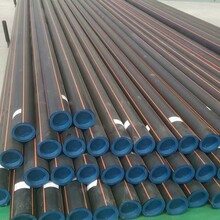
pe管件出库应遵守“先出”原则,减少管材、管件库存时间,不宜大于一年;管材 、管件在工地短期露天去堆放时,严禁在阳光下去暴晒,应有蓬布覆盖;pe管件厂家的直管堆放高度应小于或等于1.50m,带承口管材承口和插口两端交替排列存 放;管件应码放整齐,堆放高度不宜超过2.00m。
防止虚假焊接的方法是,施工人员以均匀的速度控制热熔机的挤压工具,以便可以将pe管的热熔端口完全焊接在一起。 并且在安装固定装置后,应注意有一定的管道余量,该余量应不小于20 mm。在焊接过程中,如果不注意这种情况,则当夹具行程中的管道余量不足时,焊接界面的表面看起来会很好,但实际上两个PE供水管焊接点的焊接不是 ,导致焊接错误,肉眼很难观察到,只有在压力测试或正常使用后,突然的压力过大,这很可能导致pe水管破裂。

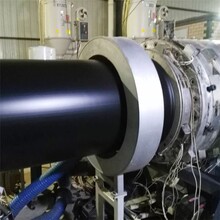
pe供水管用于给水,排水和排污系统,代替金属管和其他耐腐蚀性能差的管,在-60°C至40°C的温度极限内具有超过50年的使用寿命 。 在施工过程中,焊接是重要的环节,焊接质量会影响项目的整体进度。错误的焊接主要是由于对接焊接夹具的深度不足以及连接PE供水管时压制速度过快造成的。 连接PE供水管时,治具的压紧速度过快。 如果在压制过程中夹紧速度过快,则说明加热板已连接。 连接的PE供水管将发生碰撞。 在此过程中,两个PE管的大多数熔接缝都挤压到内壁和外壁的两侧,导致熔融不充分并导致虚假焊接。

pe管道电熔连接是包括电熔承插连接和电熔鞍型连接。电熔连接的优点就是质量可靠(减少认为因素)和施工。但由于电熔管件的制造技术是要求较高,其成本也较高。pe管道厂家电熔连接主要应用在直径较小的燃气管道系统。电熔连接质量稳定的主要就是依靠严格遵守规定的操作规程和电熔管件的质量。

安装pe供水管后,大部分都埋在地下。 如何确保pe供水管正常工作取决于地下应用技术。 pe给水管采用原料,采用喷雾冷却方式,均匀冷却。 接线方法采用接线后技巧。 管件有Φ20〜630mm的各种规格,各种压力等级,规格,配套。
PE电熔管件的设计原则与思路,聚乙烯原材料根据其分子结构及机械性能的不同,一般可分为三代:一代,相当于现在的PE63以下等级的PE材料;第二代,相当于现在的PE80级PE材料;第三代,即性能更加的PE100材料。目前,国际上不少大型石油化工企业已经大量生产PE100级材料,而且近年来又开发出了第四代PE材料PE125,但还未进入工业化生产。