





关键词 |
生产PE给水管,威海PE给水管,PE给水管检测标准,河北好用的PE给水管 |
面向地区 |
全国 |
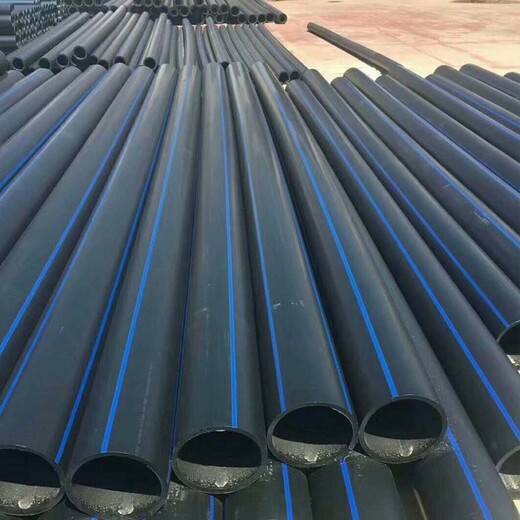
pe给水管使用一段时间后,产品会从黑色变浅色。这是因为它太脏了吗?事实上,事实并非如此。这是因为我们在储存产品时没有妥善保管,导致产品性能变化和加速老化速度。某些抗氧化剂或光猝灭剂可以添加到母料中。同时,在运输过程中,有些防震垫需要放在产品下面,可以起到防裂的作用。
使用规定:
一般规定
①管材、管件应具有质量检验部门的产品质量检验报告和生产厂的合格证。
②管材存放、搬运和运输时,应用非金属绳捆扎,管材端头应封堵。
③管材、管件存放、搬运和运输时,不得抛摔和剧裂撞击。
④管材、管件存放、搬运和运输时,不得曝晒和雨淋;不得与油类、酸、咸等其它化学物质接触。
⑤管材、管件从生产到使用之间的存放期不宜超过一年。
施工步骤:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。